



想要一睹精密钢管,20CrMo精密钢管支持非标定制产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:青海海南精密钢管,20CrMo精密钢管支持非标定制的图文介绍


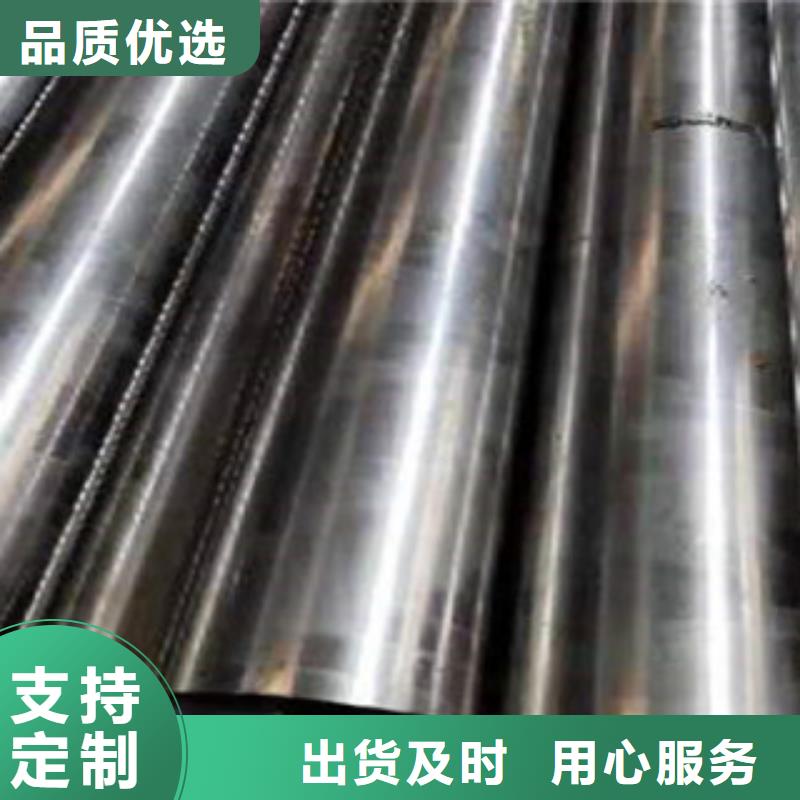
12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。



江泰钢材(海南市分公司)是一家专注从事 42CrMo精密钢管的企业。主营: 42CrMo精密钢管。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 42CrMo精密钢管取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!

孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。

